Select your language
Select your language
Rare earth acid bake: Controlled mixing and reaction for critical minerals.
Extracting rare earth elements from ore is a complex, multi-step process. One of the key stages in treating monazite-rich or bastnäsite-rich concentrates is the acid bake process — a thermal and chemical treatment that enables leaching of otherwise refractory minerals. Ingetecsa offers proven technologies for the drying, mixing, reaction and cooling steps required in rare earth recovery.
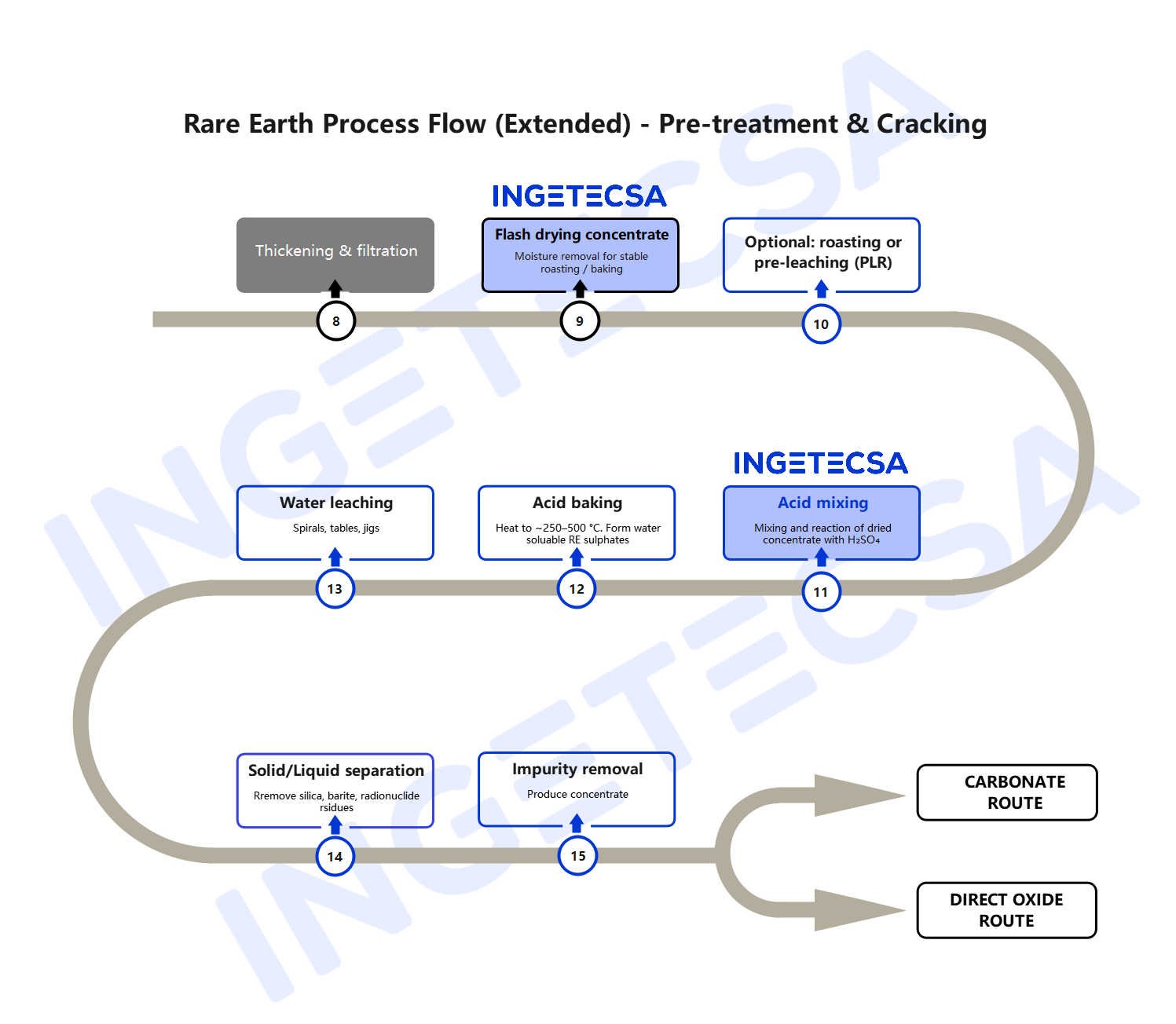
Following flotation and filtration, the rare earth concentrate typically retains around 20–25% moisture. This moisture must be removed to ensure a stable and controlled downstream process. Ingetecsa provides robust drying technology that delivers a reliable, low-moisture concentrate: the Spiral Flash Dryer.
After drying, the concentrate can follow three alternative routes, depending on mineralogy and process design:
To know more...
The critical role of the acid bake mixer
At the heart of this step is Ingetecsa’s acid bake mixer — where controlled mixing, reaction, and granulation transform the dry concentrate, or PLR, into a uniform, friable material. This material is then calcined in the acid bake process to convert rare earths into water-soluble sulphates. Both product quality and downstream recovery depend on the performance of this stage.
This process is particularly effective for refractory concentrates such as monazite or bastnäsite. By converting rare earth elements into water-soluble sulphates, it enables high recovery yields and smooth integration with leaching and solvent extraction circuits.
Ingetecsa’s solution ensures that this critical reaction step is executed with precision. By combining reliable mixing, reaction, granulation and thermal control in a single unit, our acid bake mixer plays a key role in unlocking the full value of rare earth concentrate.

To know more...
Why choose Ingetecsa for acid bake mixers?
Proven to withstand the harsh operation environment
Our mixer stands up to sulphuric acid at elevated temperatures. We use proven materials and wear protection strategies to maximise availability while minimising maintenance effort.
Tailored to fit
We work closely with your team to adapt the mixer to your plant layout, feed conditions and process requirements — from paddle geometry to material selection to residence time control to toxic vapour handling.
Simple yet effective
No unnecessary complexity. Just solid mechanical design based on decades of experience handling sticky, corrosive, and demanding processes.
Global references
We have multiple installations in operation across sectors where downtime is not an option.
Contact us to know more
We look forward to hearing from you.